АСУ ТП ДРОБИЛЬНО-СОРТИРОВОЧНОЙ УСТАНОВКИ
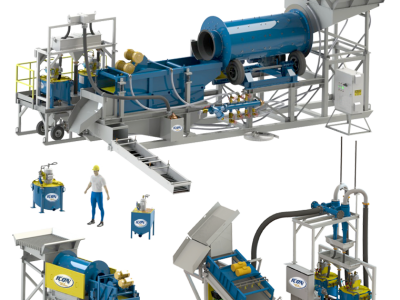
Дробильно – сортировочная установка (ДСУ) с магнитной сепарацией текущих и отвальных шлаков производительностью 2500 т/сутки на производственном участке цеха по переработке шлаков и отходов производства (ЦПШ и ОП балка Грековатая).
Система управления состоит из следующих частей:
- Центральный пульт управления (ЦПУ). Конструкция и месторасположение центрального пульта обеспечивают свободный обзор всех агрегатов установки.
- Щит программируемого-логического контроллера Schneider Electric Quantum, шкафы с преобразователями частоты Altivar 71 и устройствами плавного пуска Altistart.
- Главный диспетчерский пульт управления (ГПУ) – промышленный монитор Advantech с установленной SCADA TRACE MODE.
- Устройства контроля работы конвейеров, состоящего из датчиков контроля вращения приводных и натяжных барабанов и другого необходимого оборудования.
- Устройства контроля за работой конвейеров, предназначенные для недопущения создания аварийной ситуации из-за остановки каких-либо конвейеров установки.
- Звуковая сигнализация, которая оповещает о начале работы установки и аварийных ситуациях.
- Система контроля за работой агрегатов установки, которая должна определять состояние приводов дробилок, виброгрохота и лоткового вибропитателя.
- Местное освещение каждого из исполнительных механизмов установки.
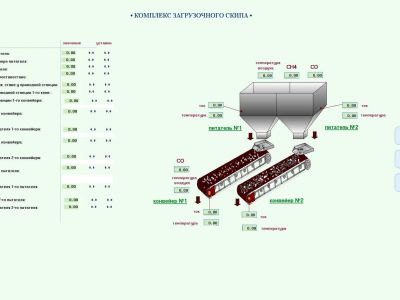
- Местный пульт управления №1 (МПУ №1), на котором расположены органы управления приводами механизма сброса крупных частей, вибролистов бункера, и шибера.
- Местный пульт управления №2 (МПУ№2), на котором расположены органы управления приводами заслонки защитной, ЛК1 и кареточного питателя.
Требования к автоматизации.
Система управления ДСУ обеспечивает выполнение следующих функций:
- пуск и остановка агрегатов ДСУ
- индикация аварийной остановки конвейеров с отработкой алгоритма аварийной остановки ДСУ
- блокировку работы агрегатов ДСУ при открытых калитках защитных ограждений
- индикация состояния дробилок, грохота, кареточного питателя, магнитных сепараторов, ленточных конвейеров.
Система управления обеспечивает два режима работы: автоматический и наладочный.
При наладочном режиме работы, управление агрегатами установки осуществляется нажатием соответствующих кнопок управления, как на местных пультах управления, так и на объединенном, блокируя автоматический режим работы установки.
В автоматическом режиме работы управление агрегатами установки осуществляется нажатием кнопки "пуск общий" на объединенном пульте управления, сопровождаемом звуковой сигнализацией, предваряющей пуск основного оборудования. Управление соответствующими агрегатами с местных пультов управления не должно блокироваться.
При нормальной работе установки заслонка защитная находится в поднятом положении, при этом на мнемосхеме отображается состояние индикаторной лампы, соответствующей состоянию заслонки.
В случае обнаружения оператором крупных кусков скрапа на ЛК1 он должен нажатием кнопки "технологический стоп ЛК1" на ГПУ остановить привода ЛК1 и кареточного питателя.
Затем дать команду помощнику оператора сбросить скрап с ЛК1.
Экономический эффект от внедрения установки составил 400000 USD /год. Срок окупаемости – 2 года.