Разработка программного обеспечения автоматизированной системы управления
гибочного станка
Автоматизированная система управления гибочным станком выполнена как двухуровневая. Нижний уровень представлен контроллером Modicon M241 компании Schneider Electric. Верхний уровень АСУ выполнен в виде персонального компьютера с установленным программным исполнительным модулем МРВ+ SCADA Trace Mode 6.
Функции по управлению и регулированию выполняет контроллер. Функции человеко-машинного интерфейса, а также функции по мониторингу, визуализации, заданию параметров, ведению архивов и т.д. выполняет верхний уровень.
Гибочный станок оборудован следующими узлами:
- Узел подачи проволоки – обеспечивает выравнивание и подачу проволоки из бухты к гибочной голове. Точность подачи не менее 0,5 мм. Оборудован направляющими роликами, серводвигателем, инкрементальным энкодером, индукционным датчиком наличия проволоки. Серводвигатель управляется контроллером через серводвигатель.
- Нож – выполнен в виде гильотины. Приводится в движение гидроцилиндром с возвратной пружиной. Управление движением обеспечивается электроклапаном. Положение ножа контролируется индукционным датчиком.
- Гибочная голова – обеспечивает выполнение гибов в заданном направлении на заданный угол. Все гибы выполняются в одной плоскости. Имеет возможность перемещаться вдоль оси подачи проволоки, тем самым меняя расстояние до ножа. В своем составе имеет:
- шаговый двигатель продольного перемещения
- индукционные концевые датчики продольного перемещения гибочной платформы (крайнее левое и крайнее правое)
- серводвигатель поворота гибочной платформы с гибочным пальцем
- индукционные концевые датчики поворота гибочной платформы (крайнее левое и крайнее правое)
- индукционные датчики поперечного перемещения гибочной платформы (выдвинута/задвинута)
- индукционный датчик положения гибочного пальца (выдвинут/задвинут).
Шаговый двигатель управляется контроллером через драйвер. Серводвигатель управляется контролером через сервопривод. Поперечное перемещение гибочной платформы осуществляется посредством гидроцилиндра с возвратной пружиной. Гибочный палец также приводится в движение гидроцилиндром с возвратной пружиной. Управление гидроцилиндрами выполняется с помощью электроклапанов.
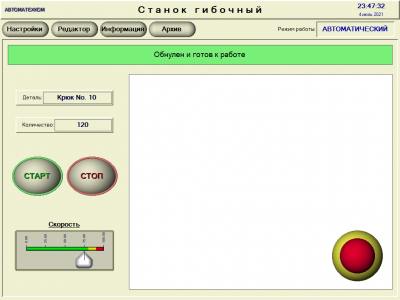
- Узел управления – монитор персонального компьютера, обеспечивающий ЧМИ. Позволяет выполнять дистанционное управление, задавать настройки, уставки, параметры, визуализирует технологический процесс.
- Шкаф управления – питание от 3-фазной сети 380В 50Гц. Имеет в своем составе блок питания с выходным постоянным напряжением 24В, контроллер M241CEC24T, два сервопривода LXM32AD72N4, драйвер управления шаговым двигателем, коммутационные реле, кнопки управления. Оборудован охлаждающим вентилятором.